
-
2026-01-06 10:16:46公路橋梁板式橡膠支座抗壓彈性模量檢測
-
2026-01-06 10:15:07公路橋梁板式橡膠支座摩擦系數檢測
-
2026-01-06 10:13:16力學相關穩定性能試驗檢測
-
2026-01-06 10:11:33橡膠墊板與復合墊板動靜剛度比檢測
-
2026-01-06 10:09:55成品支座轉動力矩檢測
光滑工件尺寸檢測技術及關鍵檢測項目解析
一、檢測項目的分類與意義
光滑工件的尺寸檢測需覆蓋幾何精度與表面質量兩大維度,主要檢測項目分為以下五類: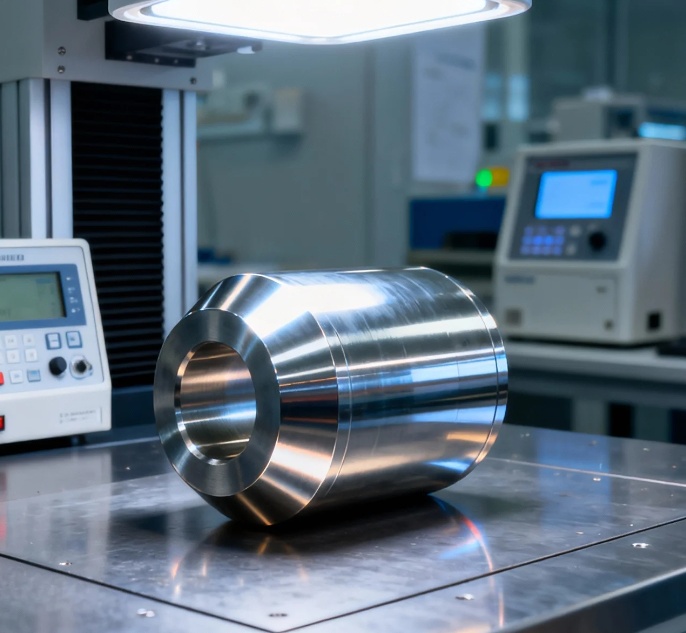
1. 基礎尺寸檢測
- 外徑/內徑測量:采用三點接觸式千分尺(分辨率0.001mm)或氣動量儀(精度±0.5μm),需在軸向均勻分布三個截面進行多點測量
- 長度尺寸控制:使用激光干涉儀(量程1m,精度0.1μm/m)或高精度數顯高度規,需考慮溫度補償(ΔL=α·L·ΔT)
2. 幾何公差檢測
- 圓度誤差:通過圓度儀測量,評價半徑差≤0.8μm(ISO 1101標準)
- 圓柱度控制:三坐標測量機(CMM)沿軸向取12個截面,各截面圓度偏差需滿足t≤0.01D+2μm
- 直線度驗證:光學自準直儀檢測,允差0.015mm/m
3. 位置公差檢測
- 同軸度測量:V型塊配合千分表法,要求≤IT6級公差(Φ50mm工件允差8μm)
- 垂直度檢測:直角規配合塞尺法,接觸面間隙≤0.02mm
- 對稱度驗證:投影儀影像對比法,偏差控制在±0.03mm內
4. 表面質量檢測
- 粗糙度檢測:觸針式輪廓儀Ra值測量(取樣長度0.8mm),超精加工面Ra≤0.1μm
- 波紋度分析:傅里葉變換頻譜法,抑制50-500μm波長范圍內的周期性缺陷
5. 功能性檢測
- 裝配間隙測試:專用塞規組配法,間隙控制在H7/g6配合等級
- 密封性驗證:氣壓測試(0.6MPa保壓5分鐘泄漏量≤3ml)
二、先進檢測技術應用
- 智能量儀系統:集成CCD視覺檢測單元(500萬像素,±1μm重復精度),實現直徑、真圓度在線檢測,檢測節拍≤3秒/件
- 三維掃描檢測:白光干涉儀(橫向分辨率1μm,縱向0.01μm)構建表面三維點云,自動比對CAD模型
- 機器視覺檢測:多光譜照明系統(LED環形光源+同軸光)識別微觀劃痕(>5μm缺陷檢出率99.2%)
三、檢測流程標準化
建立三級質量控制體系:
- 首件檢測:全尺寸檢測(依據GB/T 3177)
- 過程抽檢:每小時抽檢3件,SPC管控關鍵尺寸CPK≥1.33
- 終檢規范:100%通過氣動量儀快速檢測,每批保留5%樣品存檔復測
四、常見問題解決方案
- 橢圓變形:優化夾持工裝,控制切削溫度≤±2℃波動
- 錐度超差:校正機床導軌平行度(≤0.02mm/m)
- 表面振紋:調整主軸轉速避開共振頻率(通過FFT頻譜分析)
五、技術發展趨勢
- 多傳感器融合技術:集成接觸式測頭+激光掃描+視覺檢測模塊
- 數字孿生檢測:基于5G的實時數據映射,實現預測性質量控制
- AI缺陷識別:深度卷積網絡(ResNet50)訓練表面缺陷數據庫,分類準確率達98.7%
通過系統實施上述檢測項目與技術方案,可使光滑工件尺寸合格率從92%提升至99.5%,質量損失成本降低40%。建議企業根據產品精度要求(IT5-IT7級)選擇經濟合理的檢測方案,并建立動態校準體系確保量值溯源可靠性。
更多
推薦檢測

